


Opšta tehnologija
GB / T19228.2-2011
Opći tehnički zahtjevi za cijev od nehrđajućeg čelika
GB / T19228-2011 temelji se na GB / T12771-2008, pa se sljedeći tehnički zahtjevi odnose i na ostale cijevi od nehrđajućeg čelika opće namjene.
Ⅰ. Veličina i tolerancija
Okruglost: dopušteno odstupanje vanjskog promjera C je ± 0,5% D, DN150-300, 0,75% D ispod DN150;
Debljina: Dopušteno odstupanje: ± 10% S;
Dužina: 3000-9000 mm, također se može prilagoditi prema potrebi, dopušteno odstupanje: 0 ~ +20 mm;
Stupanj savijanja: 2 mm / M;
Nagib: Nagib otvora čelične cijevi trebao bi zadovoljiti zahtjeve u sljedećoj tablici.
Ⅱ. Metoda izračuna težine
Cijev od nehrđajućeg čelika obično se isporučuje prema teoretskoj težini, a može se isporučiti i prema stvarnoj težini nakon pregovora. Kada se isporučuje prema teoretskoj težini, teoretska težina izračunava se prema formuli (I)
| Brtva od nehrđajućeg čelika i teoretska formula težine | |||||
| Ne. | New Grade | Stari razred | Gustina | Konvertirana formula | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7.93 | W = 0,024 91S (DS) | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | 7.90 | W = 0,024 82S (DS) | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 | W = 0,025 13S (DS) | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 | W = 0,025 13S (DS) | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7.77 | W = 0,024 35S (DS) | |
| Kosi otvor cijevi od nehrđajućeg čelika | |
| Vanjski promjer cijevi | 切 斜 ≤ koso ≤ |
| ≤20 | 1.5 |
| > 20-50 | 2.0 |
| > 50-108 | 3.0 |
w = π ‰ S (DS) ρ ………………. (1)
Bilješka:
W - teoretska težina čelične cijevi u kilogramima po metru (kg / m);
Π = 3,1416;
S - nominalna debljina stijenke čelične cijevi, u milimetrima (mm);
D - nominalni vanjski promjer čelične cijevi, u milimetrima (mm):
P - Gustoća nehrđajućeg čelika u kg / dm3, molimo provjerite sljedeću tabelu za gustinu svake vrste.
| Tehnički uslovi | |||
| Klasa materijala i primjenjivi uvjeti čelične cijevi trebaju ispunjavati sljedeće zahtjeve | |||
| Ne. | New Grade | Stari razred | Važeći uslovi |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | Pijenje pročišćene vode, svakodnevne vode za piće, zraka, medicinskog plina, hladne vode, tople vode itd. |
| Pijenje pročišćene vode, hladne vode, tople vode itd. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | Primjene koje zahtijevaju veću otpornost na koroziju od 06Crl9NilO |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | Primjene koje zahtijevaju veću otpornost na koroziju od 06Cr17Ni12Mo2 |
Primenljivo okruženje sa višim ionima kiseonika u medijumu
| Stupanj i hemijski sastav cijevi od nehrđajućeg čelika (analiza topljenja) | ||
| Ne. | Objedinjeni digitalni kod | Hemijski sastav (maseni udio) /% |
| Mehanička svojstva čelične cijevi trebaju udovoljavati zahtjevima u sljedećoj tablici。 |
Navedena neproporcionalna snaga produženja
Vlačna čvrstoća Rm / Mpa
Izduženje nakon loma A /%
Status toplotne obrade
Status bez toplotne obrade
Izlog proizvoda
Kućište proizvoda
Opis
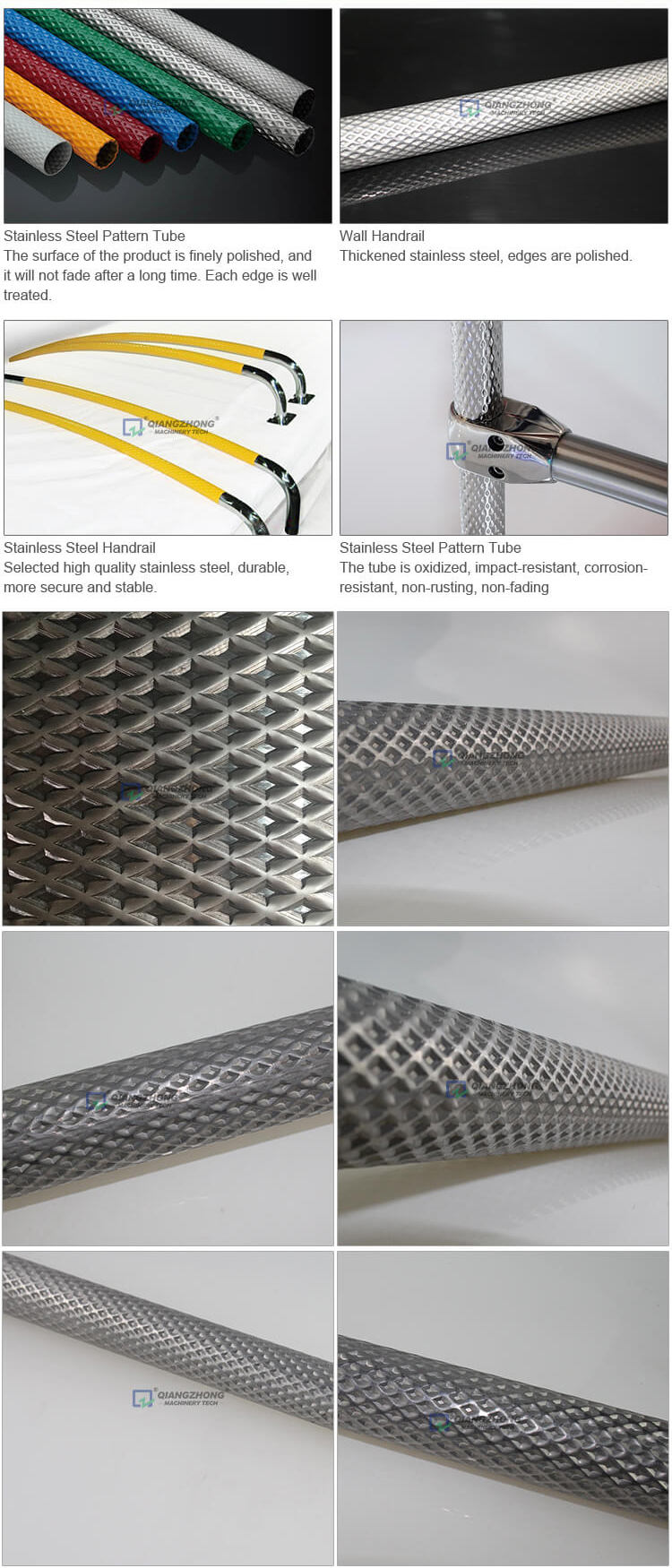
Cijev s uzorkom od nehrđajućeg čelika
- Cijev je uglavnom zavarena cijev ili cijev s uzorkom, koja se obično koristi kao rukohvati ili ukras, čiji je materijal obično nehrđajući čelik 304 ili bolji. Njegov proizvodni postupak je prvo prešanje cijevi uzorkom čelične trake, a zatim sveukupno zavarivanje kalupom, te konačno kiseljenje i poliranje.
- Općenito je dijamantni uzorak ili kružni uzorak, prihvaćajući utiskivanje čeličnih traka i zavarivanje čeličnom zavojnicom.
Njegov promjer je uglavnom 22mm-48mm, glavna primjena: uređenje kuće, rukohvati za barikade stubišta, ručke za cijevi, rukohvati za automobile itd.
| φ25 x 1,5φ32 x 1,5 | Auto, autobus |
| φ30 x 2,0 | Japan |
| φ32 x 2φ32 x 2.5 | kina |
| φ35 x1,5φ35 x 2,0 φ35 x 2,5 φ35 x 3,0 |
Hong Kong, Južna Koreja |
| φ38 x 2,0φ38 x 2,5 φ38 x 3,0 |
EU |
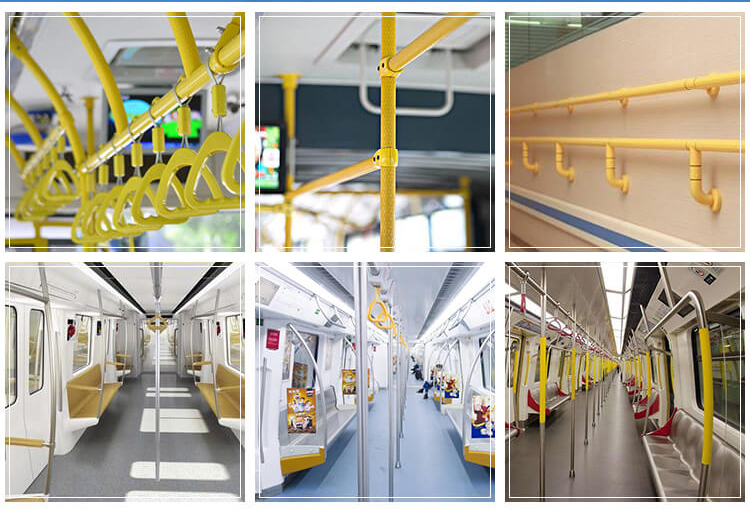
Rukohvati od nehrđajućeg čelika, cijevi za rukohvate na zidu, cijevi za rukohvate za invalide
Ovaj proizvod ima novu strukturu i vodeću tehnologiju. Prema karakteristikama rukohvata, organska kombinacija odljevka i cijevi osigurava visoku čvrstoću i glatke površinske linije rukohvata. Postupak spajanja rukohvata rješava problem da se neki uglovi nakon zavarivanja rukohvata ne mogu površinski obraditi. Prema tehničkim zahtjevima, površina rukohvata može se obraditi četkom, pjeskarenjem, narezivanjem, bojanjem sprejom i oblikovanjem sprejem. Nakon toga površina se obrađuje u posebnom postupku protiv zagađenja, čineći je lijepim izgledom, bez ulja i lakom za čišćenje. Posebni postupak zavarivanja za izradu rukohvata svestrano se prati sa aspekta rada, opreme i procesnih parametara kako bi se osigurao kvalitet zavarivanja.
| φ25 x 1,5φ32 x 1,5 | Auto, autobus |
| φ30 x 1.2 | Japan |
| φ32 x 2φ32 x 2.5 | kina |
| φ35 x 2,0φ35 x 2,5 φ35 x 3,0 |
Hong Kong, Južna Koreja |
| φ38 x 2,0φ38 x 2,5 φ38 x 3,0 |
EU |





